
ЙЄМўдкНјааЯпЧаИюЧаИюЪБЃЌдѕбљБЃжЄЯпЧаИюЕФжЪСПЪЧФЃОпМгЙЄЪБЪЎЗжЙиаФЕФЮЪЬтЁЃвЛАуРДЫЕЃЌдкЯпЧаИюЪБгІзЂвтвдЯТЗНУцЁЃ
ЃЈ1ЃЉбЁгУКЯЪЪФЃОпВФСЯ
ЯпЧаИюМгЙЄвЛАуЪЧдкХїСЯДугВКѓНјааЕФЃЌШчВЩгУСЫT8AЁЂT10AЕШЬМЫиЙЄОпИжЃЌгЩгкФбвдДуЭИЃЌДугВВуНЯЧГЃЌОЪЙгУаоФЅКѓПЩФмНЋДугВВуФЅЕєЖјгВЖШЯджјЯТНЕЁЃЮЊСЫЬсИпЯпЧаИюФЃОпЕФЪЙгУЪйУќКЭМгЙЄОЋЖШЃЌгІбЁгУДуЭИадСМКУЕФКЯН№ЙЄОпИжЛђгВжЪКЯН№РДжЦдьЃЌетаЉВФСЯДгБэВуЕНжааФЕФгВЖШУЛгаЯджјЕФНЕЕЭЁЃ
ЃЈ2ЃЉЬсИпЛњаЕДЋЖЏОЋЖШ
ЛњаЕДЋЖЏОЋЖШЖдМгЙЄОЋЖШгАЯьКмДѓЃЌЙЄзїЬЈЕФЮЛвЦОЋЖШКЭЕчМЋЫПЕФдЫЖЏОЋЖШЖМжБНггАЯьМгЙЄОЋЖШЁЃгЩгкЙЄзїЬЈЕФвЦЖЏгЩЖрИіДЋЖЏИБДјЖЏЃЌШчГнТжИБЁЂЫПИмТнФИИБЕШЃЌЫќУЧЕФДЋЖЏОЋЖШжБНггАЯьМгЙЄОЋЖШЁЃЕчМЋЫПЕФдЫЖЏОЋЖШвЊЪмЕМТжЕФЛизЊОЋЖШЁЂЕМТжЕФВЛОљдШФЅЫ№ЁЂЕчМЋЫПЕФЫЩГкЕШЕФгАЯьвВНЯДѓЁЃгЩДЫПЩМћЃЌЛњаЕДЋЖЏОЋЖШВЛИпЖдМгЙЄжЪСПгаНЯДѓгАЯьЁЃ
ЃЈ3ЃЉМѕЩйВагргІСІ
дкгУЯпЧаИюМгЙЄЪБЃЌЛсЧаИюЕєДѓПщН№ЪєЃЌЛсЪЙВФСЯЕФФкВПВагргІСІЕФЯрЖдЦНКтзДЬЌЪмЕНЦЦЛЕЃЌгІСІНЋжиаТЗжВМЁЃВФСЯжаЕФВагргІСІгаЪББШЛњДВОЋЖШЕШвђЫиЖдМгЙЄОЋЖШЕФгАЯьЛЙбЯжиЃЌПЩЪЙБфаЮДяЕНКъЙлПЩМћЕФГЬЖШЃЌЩѕжСдкЧаИюЙ§ГЬжаВФСЯЖМЛсЦЦСбЁЃЮЊСЫМѕаЁВагргІСІв§Ц№ЕФБфаЮЃЌгІВЩШЁЯргІДыЪЉЃЌШчгІе§ШЗбЁдёШШДІРэЙцЗЖЃЛЙЄМўТжРЊгІРыХїСЯБпдЕ8-100mm;дкЯпЧаИюЧАЃЌПЩНјааЪБаЇДІРэЃЛдкДуЛ№ЧАНјаадЄМгЙЄЃЌШЅГ§ДѓВПЗжгрСПЃЛНјааЯпЧаИюЪБЃЌВЩгУЖўДЮЧаИюЗЈЃЌ**ДЮДжЧааЭПзЃЌД§гІСІДяЕНаТЕФЦНКтЪБдйОЋЧаИюаЭПзЃЛбЁдёе§ШЗЕФЧаИюЫГађЕШЁЃЩЯЪіДыЪЉЖдМѕЩйВФСЯжаЕФВагргІСІДѓгаКУДІЁЃ
ЃЈ4ЃЉНЕЕЭБэУцДжВкЖШ
ФЃОпаЭЧЛЕФБэУцДжВкЖШИпЕЭЃЌЖдЫмМўжЪСПгаНЯДѓгАЯьЃЌдкЧаИюМгЙЄЪБОљгІЯыЗЈЩшЗЈНЕЕЭБэУцДжВкЖШЁЃЮЊДЫЃЌгІВЩШЁЯрЙиДыЪЉЃЌШчЕчМЋЫПеХНєВЛЙЛЃЌгІЫцЪБНЋжЎеХНєЃЛНјИјЫйЖШгІЕїНкЪЪЕБЃЌБмУтЫйЖШЕФВЈЖЏЃЛЛњаЕДЋЖЏМфЯЖЙ§ДѓвВвзЪЙЕчМЋЫПЛЮЖЏЃЌЪЙДжВкЖШМгДѓЃЌЮЊДЫвЊМАЪБЕїећИїЛњаЕДЋЖЏВПЗжЕФЫЩНєЖШЃЛе§ШЗбЁдёЕчВЮЪ§ЃЌБмУтЕЅИіТіГхЙ§ДѓЁЃДЫЭтЃЌЕчМЋЫПЕФзпЫПЫйЖШЙ§ПьЛђЗЂЩњЖЖЖЏЃЌвВЛсгАЯьСуМўБэУцДжВкЖШЁЃЫќУЧЖджЪСПЬсИпЖМЪЧВЛРћЕФЁЃ
БОЮФгаЫежнжаКНГЄЗчЪ§ПиПЦММгаЯоЙЋЫОhttp://www.zhcfsz.comЃКЛ№ЛЈЛњЃЌПьзпЫПЃЌжазпЫПЃЌЕчЛ№ЛЈЯпЧаИюЃЌЯпЧаИюЛњДВЃЌДЉПзЛњЃЌГЩаЭЛњЃЌШЅЖЯзъЭЗЛњ-ећРэЗЂВМЁЃ
 2022Фъ-жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВП
2022Фъ-жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВП 2022Фъ-ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзА
2022Фъ-ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзА 2022Фъ-ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэ
2022Фъ-ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэ 2022Фъ-бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉ
2022Фъ-бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉ
 ЛЊШѓЕчСІКьАВЬьУї150MWЗчЕчЯюФП220kVЩ§бЙеОPCЙЄГЬ
ЛЊШѓЕчСІКьАВЬьУї150MWЗчЕчЯюФП220kVЩ§бЙеОPCЙЄГЬ ЛЊШѓЧхдЖЧхаТСжШЊРЉНЈ50MWЗчЕчЯюФПжїЬхЪЉЙЄЙЄГЬеаБъЙЋИц
ЛЊШѓЧхдЖЧхаТСжШЊРЉНЈ50MWЗчЕчЯюФПжїЬхЪЉЙЄЙЄГЬеаБъЙЋИц ЛЊШѓЫЎФрКЯЦжЗжВМЪНЙтЗќЯюФПEPCЙЄГЬзмГаАќеаБъЙЋИц
ЛЊШѓЫЎФрКЯЦжЗжВМЪНЙтЗќЯюФПEPCЙЄГЬзмГаАќеаБъЙЋИц ЛЊШѓЕчСІР№гуНЕчГЇжќЛвГЁЛЗОГжЮРэМАзлКЯРћгУЙтЗќЯюФП110kV
ЛЊШѓЕчСІР№гуНЕчГЇжќЛвГЁЛЗОГжЮРэМАзлКЯРћгУЙтЗќЯюФП110kV ЩНЮїбєШЊПѓЧјВДРяУКПѓЯюФПОЎЕзГЕГЁЫЎВжЁЂжїХХЫЎБУЗПМАжїБфЕчЫљОђ
ЩНЮїбєШЊПѓЧјВДРяУКПѓЯюФПОЎЕзГЕГЁЫЎВжЁЂжїХХЫЎБУЗПМАжїБфЕчЫљОђ ЩНЮїЯчФўНЙУКМЏЭХЖЋЙЕУКвЕгаЯоЙЋЫОЙЄвЕЙуГЁБпЦТЯюФПжЮРэЙЄГЬзм
ЩНЮїЯчФўНЙУКМЏЭХЖЋЙЕУКвЕгаЯоЙЋЫОЙЄвЕЙуГЁБпЦТЯюФПжЮРэЙЄГЬзм РћгУбЧааДћПюжаЙњЁЊЖЋУЫжааЁЦѓвЕаЭЌДДаТЗЂеЙзлКЯЬсЩ§
РћгУбЧааДћПюжаЙњЁЊЖЋУЫжааЁЦѓвЕаЭЌДДаТЗЂеЙзлКЯЬсЩ§ жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВПЗлУКЛв
жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВПЗлУКЛв ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзАИФдь
ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзАИФдь ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэЙЄГЬеаБъЙЋИц
ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэЙЄГЬеаБъЙЋИц бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉгъКщРдджКІджКѓЛжИД
бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉгъКщРдджКІджКѓЛжИД ЃЈ2022ФъЃЉТГЩНдЅФмГщЫЎаюФмгаЯоЙЋЫОКгФЯТГЩНГщЫЎаюФмЕчеОАВ
ЃЈ2022ФъЃЉТГЩНдЅФмГщЫЎаюФмгаЯоЙЋЫОКгФЯТГЩНГщЫЎаюФмЕчеОАВ ЃЈ2022ФъЃЉКЃФЯаТУНЬхТЬЖМвЛЦкЯюФПЃЈЮїЕиПщЃЉЕчЬнВЩЙКгыАВзА
ЃЈ2022ФъЃЉКЃФЯаТУНЬхТЬЖМвЛЦкЯюФПЃЈЮїЕиПщЃЉЕчЬнВЩЙКгыАВзА ЃЈ2022ФъЃЉЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОЫФХЬЧјСЂОЎОЎЭВзАБИАВзА
ЃЈ2022ФъЃЉЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОЫФХЬЧјСЂОЎОЎЭВзАБИАВзА ЃЈ2022ФъЃЉбЧжоПЊЗЂвјааДћПюЩНЮїГЧЯчЫЎдДБЃЛЄКЭЛЗОГИФЩЦЪОЗЖ
ЃЈ2022ФъЃЉбЧжоПЊЗЂвјааДћПюЩНЮїГЧЯчЫЎдДБЃЛЄКЭЛЗОГИФЩЦЪОЗЖ 2022Фъ-ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ
2022Фъ-ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ 2022Фъ-НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄ
2022Фъ-НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄ 2022Фъ-ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯ
2022Фъ-ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯ 2022Фъ-ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂ
2022Фъ-ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂ 2022Фъ-ГЩзЏПѓбЁУКГЇУКФрИЩдяЯЕЭГИФдьЙЄГЬеаБъЙЋИц
2022Фъ-ГЩзЏПѓбЁУКГЇУКФрИЩдяЯЕЭГИФдьЙЄГЬеаБъЙЋИц 2022Фъ-ИпЧрЯиДКЛузлКЯжЧФмВжХфЮяСїдАЯюФПЪЉЙЄзмГаАќ
2022Фъ-ИпЧрЯиДКЛузлКЯжЧФмВжХфЮяСїдАЯюФПЪЉЙЄзмГаАќ 2022Фъ-ЩТЮїжабЬЙЄвЕгаЯод№ШЮЙЋЫОККжаОэбЬГЇОэАќГ§ГО
2022Фъ-ЩТЮїжабЬЙЄвЕгаЯод№ШЮЙЋЫОККжаОэбЬГЇОэАќГ§ГО 2022Фъ-ЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОУКФрКцИЩЩњВњЯпЧхНрШШдДЙЄ
2022Фъ-ЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОУКФрКцИЩЩњВњЯпЧхНрШШдДЙЄ 2022Фъ-ГаЕТКНЬьЬьЦєЗчЙтДЂЧтвЛЬхЛЏЖрФмЛЅВЙЪОЗЖЯюФП
2022Фъ-ГаЕТКНЬьЬьЦєЗчЙтДЂЧтвЛЬхЛЏЖрФмЛЅВЙЪОЗЖЯюФП 2022Фъ-РћгУбЧжоПЊЗЂвјааДћПюХЉвЕзлКЯПЊЗЂГЄНТЬЩЋЩњЬЌРШЕР
2022Фъ-РћгУбЧжоПЊЗЂвјааДћПюХЉвЕзлКЯПЊЗЂГЄНТЬЩЋЩњЬЌРШЕР 2022Фъ-сдЯиЧАКгПѓвЕгаЯод№ШЮЙЋЫОниЙЕПѓЧјЬьОЎзъЛњЙЄГЬ
2022Фъ-сдЯиЧАКгПѓвЕгаЯод№ШЮЙЋЫОниЙЕПѓЧјЬьОЎзъЛњЙЄГЬ 2022Фъ-ЙуЖЋТНКгГщЫЎаюФмЕчеОЪЉЙЄЕчдДЙЄГЬНЈЩшЯюФПеаБъЙЋИц
2022Фъ-ЙуЖЋТНКгГщЫЎаюФмЕчеОЪЉЙЄЕчдДЙЄГЬНЈЩшЯюФПеаБъЙЋИц ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ3ЁЂЗЕ8ЭЈРШМгЙЬЩшМЦ
ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ3ЁЂЗЕ8ЭЈРШМгЙЬЩшМЦ НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄеаБъЙЋИц
НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄеаБъЙЋИц ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯЯюФППѓНЈЙЄГЬ
ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯЯюФППѓНЈЙЄГЬ ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂжизщећКЯЯюФП
ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂжизщећКЯЯюФП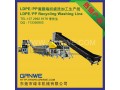 LDPEБржЏДќЦЦЫщЧхЯДдйЩњЩњВњЯп
LDPEБржЏДќЦЦЫщЧхЯДдйЩњЩњВњЯп ДЋЯВН№ЪєжЦЦЗГЇМвЪгЦЕ
ДЋЯВН№ЪєжЦЦЗГЇМвЪгЦЕ F3ЪжЬсЕчГиЗьАќЛњЃЌГфЕчЗьАќЛњ
F3ЪжЬсЕчГиЗьАќЛњЃЌГфЕчЗьАќЛњ A+КЃФЯаЧдТЦаЬсзб108ЯюСДЪжДЎЫГАзе§дТИЩФЅ
A+КЃФЯаЧдТЦаЬсзб108ЯюСДЪжДЎЫГАзе§дТИЩФЅ ЮяСїОЋбЁ|З№ЩНЕНжиЧьЛѕдЫ-зЈвЕдЫЪф
ЮяСїОЋбЁ|З№ЩНЕНжиЧьЛѕдЫ-зЈвЕдЫЪф ББОЉЦпВЪАлРћЙтЯЫЕЦГЇМваТВњЦЗ---Ъ§ПиЙтЯЫЕЦ
ББОЉЦпВЪАлРћЙтЯЫЕЦГЇМваТВњЦЗ---Ъ§ПиЙтЯЫЕЦ 3DСЂЬхОАЧјаћДЋЦЌ-СњУХЪЏПп
3DСЂЬхОАЧјаћДЋЦЌ-СњУХЪЏПп АйЛЈВнвцЪйВшХњЗЂ
АйЛЈВнвцЪйВшХњЗЂ ЛьФ§ЭСБЃЛЄМС
ЛьФ§ЭСБЃЛЄМС ЮяСїзЈЯп
ЮяСїзЈЯп БЃЯеЙЋЙРЙЋЫО
БЃЯеЙЋЙРЙЋЫО ЩЯКЃгАИёЕчзгПЦММгаЯоЙЋЫО
ЩЯКЃгАИёЕчзгПЦММгаЯоЙЋЫО ЮТЪЊЖШЭМЦЌ
ЮТЪЊЖШЭМЦЌ ЩЯКЃГПЗяЪЕвЕЗЂеЙгаЯоЙЋЫО1
ЩЯКЃГПЗяЪЕвЕЗЂеЙгаЯоЙЋЫО1 ЙЄГЇ
ЙЄГЇ СъЯиЛЊСњЛЏЯЫгаЯоЙЋЫО
СъЯиЛЊСњЛЏЯЫгаЯоЙЋЫО КгдДЛиЪеЙ§ЦкЯДЕгдСЯ18931021258
КгдДЛиЪеЙ§ЦкЯДЕгдСЯ18931021258 НЙзїЛиЪеБћЯЉЫсЪїжЌ13832092352
НЙзїЛиЪеБћЯЉЫсЪїжЌ13832092352 бюЦжЧјЛиЪеLJ-V7060 CB-B3
бюЦжЧјЛиЪеLJ-V7060 CB-B3 бгМЊЛиЪеЪЏгЭЪїжЌЙ§ЦкЪїжЌ13722598333
бгМЊЛиЪеЪЏгЭЪїжЌЙ§ЦкЪїжЌ13722598333 ЧѓЙКЖўЪжДжХфЙо
ЧѓЙКЖўЪжДжХфЙо ХцЯизЈвЕЕчРТЯпЛиЪе#ХцЯиЕчРТЯпЛиЪеМлИё
ХцЯизЈвЕЕчРТЯпЛиЪе#ХцЯиЕчРТЯпЛиЪеМлИё ЙужнЛЦЦвЧјЖўЪжЕчФдЛиЪеСїГЬ
ЙужнЛЦЦвЧјЖўЪжЕчФдЛиЪеСїГЬ ГЄФўвјНЌЛиЪеЁЂЯѕЫсвјЛиЪе
ГЄФўвјНЌЛиЪеЁЂЯѕЫсвјЛиЪе 12V65AHЙкОќаюЕчГиЪкШЈДњРэЩЬ
12V65AHЙкОќаюЕчГиЪкШЈДњРэЩЬ ККбєЕиХЏВЛШШЮЌаоЩЯУХЗўЮёЁЂзЈвЕХЏЭЈДгвЕЪІИЕЁЃ
ККбєЕиХЏВЛШШЮЌаоЩЯУХЗўЮёЁЂзЈвЕХЏЭЈДгвЕЪІИЕЁЃ аЁЫЩЭЦЭСЛњаазпБУ зЊЯђБУD75C-1-3-5,D80
аЁЫЩЭЦЭСЛњаазпБУ зЊЯђБУD75C-1-3-5,D80 ГќжнбЇЖЙИЏММЪѕДДвЕЩЯФФбЇЃП
ГќжнбЇЖЙИЏММЪѕДДвЕЩЯФФбЇЃП UGF-10kVПѓгУИпбЙЯ№ЬзШэЕчРТжДааБъзМ
UGF-10kVПѓгУИпбЙЯ№ЬзШэЕчРТжДааБъзМ УрбєИпПезївЕЙЋЫОЛЖгЙтСй
УрбєИпПезївЕЙЋЫОЛЖгЙтСй ЮїУХзгЕчЦјЖЋнИЪазмДњРэ
ЮїУХзгЕчЦјЖЋнИЪазмДњРэ ККжаГЄЭООШЛЄГЕзЊдЫЪеЗбБъзМ120ОШЛЄГЕЪеЗбМлИё
ККжаГЄЭООШЛЄГЕзЊдЫЪеЗбБъзМ120ОШЛЄГЕЪеЗбМлИё


















