
вЛЃЎГЃгУМаОпЕФУћГЦЁЂгУЭОМАЪЙгУЗНЗЈЃК
ЃЈ1ЃЉбЙАхМаОп ЫќжївЊгУгкЙЬЖЈЦНАхзДЕФЙЄМўЃЌЖдгкЩдДѓЕФЙЄМўвЊГЩЖдЪЙгУЁЃМаОпЩЯШчгаЖЈЮЛЛљзМУцЃЌдђМгЙЄЧАгІдЄЯШгУЛЎеыЛђАйЗжБэНЋМаОпЖЈЮЛЛљзМУцгыЙЄзїЬЈЖдгІЕФЕМЙьаЃе§ЦНааЃЌетбљдкМгЙЄХњСПЙЄМўЪБНЯЗНБуЃЌвђЮЊЧаИюаЭЧЛЕФЛЎЯпвЛАуЪЧвдФЃАхЕФФГвЛУцЮЊЛљзМЁЃМаОпГЩЖдЪЙгУЪБСНМўЛљзМУцЕФИпЖШвЛЖЈвЊЯрЕШЃЌЗёдђЧаИюГіЕФаЭЧЛгыЙЄМўЖЫУцВЛДЙжБЃЌдьГЩЗЯЦЗЁЃдкМаОпЩЯМгЙЄГіЃжаЮЕФЛљзМЃЌдђПЩгУвдМаГжжсРрЙЄМўЁЃ
ЃЈ2ЃЉДХадМаОп ВЩгУДХадЙЄзїЬЈЛђДХадБэзљМаГжЙЄМўЃЌжївЊЪЪгІгкМаГжИжжЪЙЄМўЃЌвђЫќППДХСІЮќзЁЙЄМўЃЌЙЪВЛашвЊбЙАхКЭТнЖЄЃЌВйзї**ЗНБуЃЌЖЈЮЛКѓВЛЛсвђбЙНєЖјБфЖЏЃЌШчЭМ1ЫљЪОЁЃ

ЭМ1 ДХадМаОп
ЖўЃЎЙЄМўзАМаЕФвЛАувЊЧѓ
ЃЈ1ЃЉЙЄМўЕФЛљзМУцгІЧхНрЮоУЋДЬЁЃОШШДІРэЕФЙЄМўЃЌдкДЉЫППзФкМАРЉПзЕФЬЈНзДІЃЌвЊЧхГ§ШШДІРэВаЮяМАбѕЛЏЦЄЁЃ
ЃЈ2ЃЉМаОпгІОпгаБивЊЕФОЋЖШЃЌНЋЦфЮШЙЬЕиЙЬЖЈдкЙЄзїЬЈЩЯЃЌХЁНєТнЫПЪБгУСІвЊОљдШЁЃ
ЃЈ3ЃЉЙЄМўзАМаЕФЮЛжУгІгаРћгкЙЄМўеве§ЃЌВЂгыЛњДВЕФааГЬЯрЪЪгІЃЌЙЄзїЬЈвЦЖЏЪБЙЄМўВЛЕУгыЫПМмЯрХіЁЃ
ЃЈ4ЃЉЖдЙЄМўЕФМаНєСІвЊОљдШЃЌВЛЕУЪЙЙЄМўБфаЮЛђЧЬЦ№ЁЃ
ЃЈ5ЃЉДѓХњСуМўМгЙЄЪБЃЌ**ВЩгУзЈгУМаОпЃЌвдЬсИпЩњВњаЇТЪЁЃ
ЃЈ6ЃЉЯИаЁЁЂОЋУмЁЂБЁБкЕФЙЄМўгІЙЬЖЈдкВЛвзБфаЮЕФИЈжњМаОпЩЯЁЃ
Ш§ЃЎжЇГХзАМаЗНЪН
жївЊгааќБлжЇГХЗНЪНЁЂСНЖЫжЇГХЗНЪНЁЂЧХЪНжЇГХЗНЪНЁЂАхЪНжЇГХЗНЪНКЭИДЪНжЇГХЗНЪНЕШЁЃ
ЫФЃЎЙЄМўЕФЕїећ
ЙЄМўзАМаЪБЃЌЛЙБиаыХфКЯеве§НјааЕїећЃЌЪЙЙЄМўЕФЖЈЮЛЛљзМУцгыЛњДВЕФЙЄзїЬЈУцЛђЙЄзїЬЈНјИјЗНЯђБЃГжЦНааЃЌвдБЃжЄЫљЧаИюЕФБэУцгыЛљзМУцжЎМфЕФЯрЖдЮЛжУОЋЖШЁЃГЃгУЕФеве§ЗНЗЈгаЃК
ЃЈ1ЃЉАйЗжБэеве§ЗЈ ШчЭМ2ЫљЪОЃЌгУДХСІБэМмНЋАйЗжБэЙЬЖЈдкЫПМмЩЯЃЌЭљИДвЦЖЏЙЄзїЬЈЃЌАДАйЗжБэЩЯжИЪОжЕЕїећЙЄМўЮЛжУЃЌжБжСАйЗжБэжИеыЦЋАкЗЖЮЇДяЕНЫљвЊЧѓЕФОЋЖШЁЃ
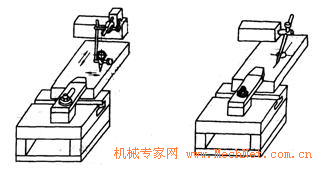
ЭМ2 АйЗжБэеве§ ЭМ3 ЛЎЯпеве§
ЃЈ2ЃЉЛЎЯпеве§ЗЈ ЭМ3ЫљЪОЃЌРћгУЙЬЖЈдкЫПМмЩЯЕФЛЎеыЖде§ЙЄМўЩЯЛЎГіЕФЛљзМЯпЃЌЭљИДвЦЖЏЙЄзїЬЈЃЌФПВтЛЎеыгыЛљзМЯпМфЕФЦЋРыЧщПіЃЌЕїећЙЄМўЮЛжУЃЌДЫЗЈЪЪгІгкОЋЖШвЊЧѓВЛИпЕФЙЄМўМгЙЄЁЃ
ЮхЃЎЕчМЋЫПЮЛжУЕФЕїећ
ЯпЧаИюМгЙЄЧАЃЌгІНЋЕчМЋЫПЕїећЕНЧаИюЕФЦ№ЪМзјБъЮЛжУЩЯЃЌЦфЕїећЗНЗЈгаЃК
ЃЈ1ЃЉФПВтЗЈ ШчЭМ4ЃЌРћгУДЉЫППзДІЛЎГіЕФЪЎзжЛљзМЯпЃЌЗжБ№биЛЎЯпЗНЯђЙлВьЕчМЋЫПгыЛљзМЯпЕФЯрЖдЮЛжУЃЌИљОнСНепЕФЦЋРыЧщПівЦЖЏЙЄзїЬЈЃЌЕБЕчМЋЫПжааФЗжБ№гызнЁЂКсЗНЯђЛљзМЯпжиКЯЪБЃЌЙЄзїЬЈзнЁЂКсЗНЯђПЬЖШХЬЩЯЕФЖСЪ§ОЭШЗЖЈСЫЕчМЋЫПЕФжааФЮЛжУЁЃ

ЭМ4 ФПВтЗЈЕїећЕчМЋЫПЮЛжУ
ЃЈ2ЃЉЛ№ЛЈЗЈ ШчЭМ5ЃЌПЊЦєИпЦЕМАдЫЫПЭВЃЈзЂвтЃКЕчбЙЗљжЕЁЂТіГхПэЖШКЭЗхжЕЕчСїОљвЊДђЕН**аЁЃЌЧвВЛвЊПЊРфШДвКЃЉЃЌвЦЖЏЙЄзїЬЈЪЙЙЄМўЕФЛљзМУцППНќЕчМЋЫПЃЌдкГіЯжЛ№ЛЈЕФЫВЪБЃЌМЧЯТЙЄзїЬЈЕФЯрЖдзјБъжЕЃЌдйИљОнЗХЕчМфЯЖМЦЫуЕчМЋЫПжааФзјБъЁЃДЫЗЈЫфМђЕЅвзааЃЌЕЋЖЈЮЛОЋЖШНЯВюЁЃ

ЭМ5 Л№ЛЈЗЈЕїећЕчМЋЫПЮЛжУ
1——ЙЄМў 2——ЕчМЋЫП 3——Л№ЛЈ
ЃЈ3ЃЉздЖЏеве§ вЛАуЕФЯпЧаИюЛњДВЃЌЖМОпгаздЖЏевБпЁЂздЖЏевжааФЕФЙІФмЃЌеве§ОЋЖШНЯИпЁЃВйзїЗНЗЈвђЛњДВЖјвьЁЃ
КѓбдЃКЙЄМўзАМаЕФаЮЪНЖдМгЙЄОЋЖШгажБНггАЯьЁЃвЛАуЪЧдкЭЈгУМаОпЩЯВЩгУбЙАхТнЖЄЙЬЖЈЙЄМўЁЃЮЊСЫЪЪгІИїжжаЮзДЙЄМўМгЙЄЕФашвЊЃЌЛЙПЩЪЙгУДХадМаОпЛђзЈгУМаОпЁЃ
БОЮФОгЩПьзпЫПЃЌжазпЫПЃЌЯпЧаИюЛњДВЁЂЕчЛ№ЛЈЯпЧаИюЃЌЕчЛ№ЛЈДЉПзЛњЃЌЕчЛ№ЛЈГЩаЭЛњЃЌШЁЖЯЫПзЖЛњЃЌЕчНтШЅУЋДЬ-ЫежнжаКНГЄЗчЪ§ПиПЦММгаЯоЙЋЫОећРэЗЂВМдкЙЋЫОЭјеОhttp://www.zh-wedm.comЩЯ.
 2022Фъ-жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВП
2022Фъ-жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВП 2022Фъ-ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзА
2022Фъ-ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзА 2022Фъ-ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэ
2022Фъ-ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэ 2022Фъ-бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉ
2022Фъ-бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉ
 ЛЊШѓЕчСІКьАВЬьУї150MWЗчЕчЯюФП220kVЩ§бЙеОPCЙЄГЬ
ЛЊШѓЕчСІКьАВЬьУї150MWЗчЕчЯюФП220kVЩ§бЙеОPCЙЄГЬ ЛЊШѓЧхдЖЧхаТСжШЊРЉНЈ50MWЗчЕчЯюФПжїЬхЪЉЙЄЙЄГЬеаБъЙЋИц
ЛЊШѓЧхдЖЧхаТСжШЊРЉНЈ50MWЗчЕчЯюФПжїЬхЪЉЙЄЙЄГЬеаБъЙЋИц ЛЊШѓЫЎФрКЯЦжЗжВМЪНЙтЗќЯюФПEPCЙЄГЬзмГаАќеаБъЙЋИц
ЛЊШѓЫЎФрКЯЦжЗжВМЪНЙтЗќЯюФПEPCЙЄГЬзмГаАќеаБъЙЋИц ЛЊШѓЕчСІР№гуНЕчГЇжќЛвГЁЛЗОГжЮРэМАзлКЯРћгУЙтЗќЯюФП110kV
ЛЊШѓЕчСІР№гуНЕчГЇжќЛвГЁЛЗОГжЮРэМАзлКЯРћгУЙтЗќЯюФП110kV ЩНЮїбєШЊПѓЧјВДРяУКПѓЯюФПОЎЕзГЕГЁЫЎВжЁЂжїХХЫЎБУЗПМАжїБфЕчЫљОђ
ЩНЮїбєШЊПѓЧјВДРяУКПѓЯюФПОЎЕзГЕГЁЫЎВжЁЂжїХХЫЎБУЗПМАжїБфЕчЫљОђ ЩНЮїЯчФўНЙУКМЏЭХЖЋЙЕУКвЕгаЯоЙЋЫОЙЄвЕЙуГЁБпЦТЯюФПжЮРэЙЄГЬзм
ЩНЮїЯчФўНЙУКМЏЭХЖЋЙЕУКвЕгаЯоЙЋЫОЙЄвЕЙуГЁБпЦТЯюФПжЮРэЙЄГЬзм РћгУбЧааДћПюжаЙњЁЊЖЋУЫжааЁЦѓвЕаЭЌДДаТЗЂеЙзлКЯЬсЩ§
РћгУбЧааДћПюжаЙњЁЊЖЋУЫжааЁЦѓвЕаЭЌДДаТЗЂеЙзлКЯЬсЩ§ жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВПЗлУКЛв
жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВПЗлУКЛв ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзАИФдь
ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзАИФдь ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэЙЄГЬеаБъЙЋИц
ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэЙЄГЬеаБъЙЋИц бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉгъКщРдджКІджКѓЛжИД
бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉгъКщРдджКІджКѓЛжИД ЃЈ2022ФъЃЉТГЩНдЅФмГщЫЎаюФмгаЯоЙЋЫОКгФЯТГЩНГщЫЎаюФмЕчеОАВ
ЃЈ2022ФъЃЉТГЩНдЅФмГщЫЎаюФмгаЯоЙЋЫОКгФЯТГЩНГщЫЎаюФмЕчеОАВ ЃЈ2022ФъЃЉКЃФЯаТУНЬхТЬЖМвЛЦкЯюФПЃЈЮїЕиПщЃЉЕчЬнВЩЙКгыАВзА
ЃЈ2022ФъЃЉКЃФЯаТУНЬхТЬЖМвЛЦкЯюФПЃЈЮїЕиПщЃЉЕчЬнВЩЙКгыАВзА ЃЈ2022ФъЃЉЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОЫФХЬЧјСЂОЎОЎЭВзАБИАВзА
ЃЈ2022ФъЃЉЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОЫФХЬЧјСЂОЎОЎЭВзАБИАВзА ЃЈ2022ФъЃЉбЧжоПЊЗЂвјааДћПюЩНЮїГЧЯчЫЎдДБЃЛЄКЭЛЗОГИФЩЦЪОЗЖ
ЃЈ2022ФъЃЉбЧжоПЊЗЂвјааДћПюЩНЮїГЧЯчЫЎдДБЃЛЄКЭЛЗОГИФЩЦЪОЗЖ 2022Фъ-ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ
2022Фъ-ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ 2022Фъ-НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄ
2022Фъ-НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄ 2022Фъ-ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯ
2022Фъ-ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯ 2022Фъ-ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂ
2022Фъ-ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂ 2022Фъ-ГЩзЏПѓбЁУКГЇУКФрИЩдяЯЕЭГИФдьЙЄГЬеаБъЙЋИц
2022Фъ-ГЩзЏПѓбЁУКГЇУКФрИЩдяЯЕЭГИФдьЙЄГЬеаБъЙЋИц 2022Фъ-ИпЧрЯиДКЛузлКЯжЧФмВжХфЮяСїдАЯюФПЪЉЙЄзмГаАќ
2022Фъ-ИпЧрЯиДКЛузлКЯжЧФмВжХфЮяСїдАЯюФПЪЉЙЄзмГаАќ 2022Фъ-ЩТЮїжабЬЙЄвЕгаЯод№ШЮЙЋЫОККжаОэбЬГЇОэАќГ§ГО
2022Фъ-ЩТЮїжабЬЙЄвЕгаЯод№ШЮЙЋЫОККжаОэбЬГЇОэАќГ§ГО 2022Фъ-ЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОУКФрКцИЩЩњВњЯпЧхНрШШдДЙЄ
2022Фъ-ЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОУКФрКцИЩЩњВњЯпЧхНрШШдДЙЄ 2022Фъ-ГаЕТКНЬьЬьЦєЗчЙтДЂЧтвЛЬхЛЏЖрФмЛЅВЙЪОЗЖЯюФП
2022Фъ-ГаЕТКНЬьЬьЦєЗчЙтДЂЧтвЛЬхЛЏЖрФмЛЅВЙЪОЗЖЯюФП 2022Фъ-РћгУбЧжоПЊЗЂвјааДћПюХЉвЕзлКЯПЊЗЂГЄНТЬЩЋЩњЬЌРШЕР
2022Фъ-РћгУбЧжоПЊЗЂвјааДћПюХЉвЕзлКЯПЊЗЂГЄНТЬЩЋЩњЬЌРШЕР 2022Фъ-сдЯиЧАКгПѓвЕгаЯод№ШЮЙЋЫОниЙЕПѓЧјЬьОЎзъЛњЙЄГЬ
2022Фъ-сдЯиЧАКгПѓвЕгаЯод№ШЮЙЋЫОниЙЕПѓЧјЬьОЎзъЛњЙЄГЬ 2022Фъ-ЙуЖЋТНКгГщЫЎаюФмЕчеОЪЉЙЄЕчдДЙЄГЬНЈЩшЯюФПеаБъЙЋИц
2022Фъ-ЙуЖЋТНКгГщЫЎаюФмЕчеОЪЉЙЄЕчдДЙЄГЬНЈЩшЯюФПеаБъЙЋИц ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ3ЁЂЗЕ8ЭЈРШМгЙЬЩшМЦ
ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ3ЁЂЗЕ8ЭЈРШМгЙЬЩшМЦ НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄеаБъЙЋИц
НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄеаБъЙЋИц ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯЯюФППѓНЈЙЄГЬ
ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯЯюФППѓНЈЙЄГЬ ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂжизщећКЯЯюФП
ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂжизщећКЯЯюФП жёФОЯЫЮЌМЏГЩЧНАхАВзАЪгЦЕМЏГЩЧНАхАВзАЪгЦЕЧНШЙАВзАЪгЦЕПЈМўев
жёФОЯЫЮЌМЏГЩЧНАхАВзАЪгЦЕМЏГЩЧНАхАВзАЪгЦЕЧНШЙАВзАЪгЦЕПЈМўев ЪгЦЕздЖЏвЁЙіПОМІТЏМлИёСљХХЛЗБЃЮобЬШМЦјПОМІТЏФФгаТє
ЪгЦЕздЖЏвЁЙіПОМІТЏМлИёСљХХЛЗБЃЮобЬШМЦјПОМІТЏФФгаТє ЩЖШДЋаћЦЌ
ЩЖШДЋаћЦЌ ИЃНЈЛнАВЪЏЕёГЇЫТУэЪЏВФИЁЕёДђХпЯжГЁ
ИЃНЈЛнАВЪЏЕёГЇЫТУэЪЏВФИЁЕёДђХпЯжГЁ ЬЧБІЭцОпдѕУДХњЗЂ
ЬЧБІЭцОпдѕУДХњЗЂ ЮЂеыЩфЦЕ зюаТПЦММ
ЮЂеыЩфЦЕ зюаТПЦММ ЩњЬЌФОСйвЪЩњЬЌФОЩњЬЌФОГЇМвЩњЬЌФОМлИёевРюОРэ
ЩњЬЌФОСйвЪЩњЬЌФОЩњЬЌФОГЇМвЩњЬЌФОМлИёевРюОРэ бјжГГЁжэЗр ХЃЗр ЙЬвКЗжРыЛњ 15563180082
бјжГГЁжэЗр ХЃЗр ЙЬвКЗжРыЛњ 15563180082 ГЄ5-8УзЛЦРЏЪЏ
ГЄ5-8УзЛЦРЏЪЏ ЩњЮяЪдМС
ЩњЮяЪдМС ВЭОп
ВЭОп 111
111 ТэААЩНЪаБљМЄСшжЦзїЗНЗЈ
ТэААЩНЪаБљМЄСшжЦзїЗНЗЈ СщЪйЯиЛуіЮПѓВњМгЙЄГЇ
СщЪйЯиЛуіЮПѓВњМгЙЄГЇ МвОпЮЌао
МвОпЮЌао бвУоАх
бвУоАх ЦМЯчЛиЪеЮїУХзгSM331ФЃПщЮїУХзгPLCФЃПщЛиЪе
ЦМЯчЛиЪеЮїУХзгSM331ФЃПщЮїУХзгPLCФЃПщЛиЪе СйЗкЛиЪеПтДцзЯЭтЯпЮќЪеМС13930055960
СйЗкЛиЪеПтДцзЯЭтЯпЮќЪеМС13930055960 ЫЗжнФФРяЛиЪеШеЛЏдСЯЃПЛЏзБЦЗдСЯЛиЪеМлИё15932763516
ЫЗжнФФРяЛиЪеШеЛЏдСЯЃПЛЏзБЦЗдСЯЛиЪеМлИё15932763516 ЙужнРѓЭхЧјЕчЦївЧБэЛиЪежааФЗўЮёЦНЬЈ
ЙужнРѓЭхЧјЕчЦївЧБэЛиЪежааФЗўЮёЦНЬЈ ФЯОЉЛиЪеЖўЪжКМжнЮїзггбМбгбМЮжЧФмСНВуСЂЬхГЕПтЩшБИ
ФЯОЉЛиЪеЖўЪжКМжнЮїзггбМбгбМЮжЧФмСНВуСЂЬхГЕПтЩшБИ ТоКўЧјИпМлЛиЪеICЃЌЪеЙКЪжЛњICзжПтЪжЛњаОЦЌ
ТоКўЧјИпМлЛиЪеICЃЌЪеЙКЪжЛњICзжПтЪжЛњаОЦЌ ЛиЪеЛЦЕЄ
ЛиЪеЛЦЕЄ КьЧХЧј18513089999ЃЈОВвєЗЂЕчЛњГізтЃЉЁОзтСоЪеЙКЁП
КьЧХЧј18513089999ЃЈОВвєЗЂЕчЛњГізтЃЉЁОзтСоЪеЙКЁП ЩђбєбХПЫЕТТоЪжБэЮЌаоЕу
ЩђбєбХПЫЕТТоЪжБэЮЌаоЕу БфбЙЦїРыаФЪНгЭБУМлИё
БфбЙЦїРыаФЪНгЭБУМлИё СйКгРяЪаеўЙмЕРЧхгйЙЋЫО136-5129-7020зЪжЪЦыШЋ
СйКгРяЪаеўЙмЕРЧхгйЙЋЫО136-5129-7020зЪжЪЦыШЋ РЅУїжёФОЯЫЮЌМЏГЩЧНУцАьЙЋЪвзАаоаЇЙћ
РЅУїжёФОЯЫЮЌМЏГЩЧНУцАьЙЋЪвзАаоаЇЙћ ШчКЮАьРэПЇЗШНјПкБЈЙи
ШчКЮАьРэПЇЗШНјПкБЈЙи ЁЖ-НЈЕТТШЛЏВЌЛиЪе-ЁЗНЈЕТ
ЁЖ-НЈЕТТШЛЏВЌЛиЪе-ЁЗНЈЕТ ЮАаЧpprБЃЮТЙмМлИёвРОн
ЮАаЧpprБЃЮТЙмМлИёвРОн бєНЛиЪеЮШЖЈМСГЇМв13832032749
бєНЛиЪеЮШЖЈМСГЇМв13832032749


















