
成型变形产生的原因是在不均匀的收缩下有内应力,所以需要防止不均匀地收缩。
(1)浇口数
在齿轮中心有孔的圆形制品的情形,必须在中心设浇口.然而在树脂的流动方向与垂直方向收缩率有较大差异时,却有产生椭圆的缺点,在需要更高精度的圆度时,需要设成3点或6点浇口。但需要充分注意各浇口的平衡。
在使用侧浇口时,3点浇口将使圆筒状制品内径增大,在外表和端面不允许浇口痕迹的情形少使用内侧多点匀分浇口,可以得到良好结果。
(2)浇口形状和位置
需要根据制品形状选用适当形状的浇口。
浇口形状和位置对变形的影响
点击此处查看全部新闻图片
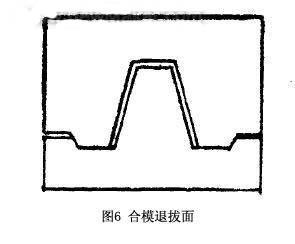
4、防止脱模产生变形
精密制品一般较小,制品壁厚较薄,有的还有许多薄筋。棋具设计必须考虑使制品不变形,而且可适当脱棋.
对于收缩率较小的树脂,当成型压力高的情形,需要注意制品易留在模腔内.用收缩率小的树脂成型齿轮时,齿轮部分模腔**设计在顶出一侧的模板上。
在用顶销时,濡要注意无变形的顶销数和顶压位置。带孔齿轮需要芯销,这时为了有助于在顶出时平行顶出,而需要设置顶出侧模板上。
对于角状制品,可以使用冲孔模板顶出,用这种模板顶出可以防止产生变形。
一般精密制品拔模斜度较小。为了减小脱模力,而需要镜面加工,研磨方向必须为拔模方向。要按拔模方向设容易研磨的分块型芯。
5.**小的模具制作误差
5.1按所要加工方式的适当的模具构造
为了得到所要精度的制品尺寸,必须有相应的模具尺寸,而模具需要有极高精度的加工,又受精加工机械限制.
为了维持模具精度,需要耐磨性高,为此需要采用淬火.用磨床及电火花加工机床加工淬火模具的精度可达0.01毫米以内。
由于用平面磨床无法加工封闭槽形,可选用】形,但因】形强度差,需要采用如图2的增强措施。
用电火花加工机床彤模加工时,必须注意电极端的磨损变大。加工图3的齿轮用模腔以及用钢丝电火花加工机床加工时,应尽可能设计能够贯通加工的构造。
从防止磨削变形和缩短加工时间方面来看,要选定淬火变形少的钢材,而且要设计为淬火变形少的形状。形状复杂时,悴火冷却不易均匀,易产生淬火变形。
 2022年-中铁二十局集团有限公司雄商高铁站前七标项目经理部
2022年-中铁二十局集团有限公司雄商高铁站前七标项目经理部 2022年-陕西延长石油延安能源化工有限责任公司聚烯烃灌装
2022年-陕西延长石油延安能源化工有限责任公司聚烯烃灌装 2022年-麻家梁煤业有限责任公司工作面奥灰水地面区域治理
2022年-麻家梁煤业有限责任公司工作面奥灰水地面区域治理 2022年-亚洲基础设施投资银行贷款河南郑州等地特大暴
2022年-亚洲基础设施投资银行贷款河南郑州等地特大暴
 华润电力红安天明150MW风电项目220kV升压站PC工程
华润电力红安天明150MW风电项目220kV升压站PC工程 华润清远清新林泉扩建50MW风电项目主体施工工程招标公告
华润清远清新林泉扩建50MW风电项目主体施工工程招标公告 华润水泥合浦分布式光伏项目EPC工程总承包招标公告
华润水泥合浦分布式光伏项目EPC工程总承包招标公告 华润电力鲤鱼江电厂贮灰场环境治理及综合利用光伏项目110kV
华润电力鲤鱼江电厂贮灰场环境治理及综合利用光伏项目110kV 山西阳泉矿区泊里煤矿项目井底车场水仓、主排水泵房及主变电所掘
山西阳泉矿区泊里煤矿项目井底车场水仓、主排水泵房及主变电所掘 山西乡宁焦煤集团东沟煤业有限公司工业广场边坡项目治理工程总
山西乡宁焦煤集团东沟煤业有限公司工业广场边坡项目治理工程总 利用亚行贷款中国—东盟中小企业协同创新发展综合提升
利用亚行贷款中国—东盟中小企业协同创新发展综合提升 中铁二十局集团有限公司雄商高铁站前七标项目经理部粉煤灰
中铁二十局集团有限公司雄商高铁站前七标项目经理部粉煤灰 陕西延长石油延安能源化工有限责任公司聚烯烃灌装改造
陕西延长石油延安能源化工有限责任公司聚烯烃灌装改造 麻家梁煤业有限责任公司工作面奥灰水地面区域治理工程招标公告
麻家梁煤业有限责任公司工作面奥灰水地面区域治理工程招标公告 亚洲基础设施投资银行贷款河南郑州等地特大暴雨洪涝灾害灾后恢复
亚洲基础设施投资银行贷款河南郑州等地特大暴雨洪涝灾害灾后恢复 (2022年)鲁山豫能抽水蓄能有限公司河南鲁山抽水蓄能电站安
(2022年)鲁山豫能抽水蓄能有限公司河南鲁山抽水蓄能电站安 (2022年)海南新媒体绿都一期项目(西地块)电梯采购与安装
(2022年)海南新媒体绿都一期项目(西地块)电梯采购与安装 (2022年)同煤大唐塔山煤矿有限公司四盘区立井井筒装备安装
(2022年)同煤大唐塔山煤矿有限公司四盘区立井井筒装备安装 (2022年)亚洲开发银行贷款山西城乡水源保护和环境改善示范
(2022年)亚洲开发银行贷款山西城乡水源保护和环境改善示范 2022年-首钢股份公司迁安钢铁公司炼铁作业部烧结精
2022年-首钢股份公司迁安钢铁公司炼铁作业部烧结精 2022年-江苏省液化天然气储运调峰工程项目取排水工程施工
2022年-江苏省液化天然气储运调峰工程项目取排水工程施工 2022年-山西忻州神达万鑫安平煤业有限公司矿井兼并重组整合
2022年-山西忻州神达万鑫安平煤业有限公司矿井兼并重组整合 2022年-山西忻州神达原宁煤业有限公司90万吨/年矿井兼并
2022年-山西忻州神达原宁煤业有限公司90万吨/年矿井兼并 2022年-成庄矿选煤厂煤泥干燥系统改造工程招标公告
2022年-成庄矿选煤厂煤泥干燥系统改造工程招标公告 2022年-高青县春汇综合智能仓配物流园项目施工总承包
2022年-高青县春汇综合智能仓配物流园项目施工总承包 2022年-陕西中烟工业有限责任公司汉中卷烟厂卷包除尘
2022年-陕西中烟工业有限责任公司汉中卷烟厂卷包除尘 2022年-同煤大唐塔山煤矿有限公司煤泥烘干生产线清洁热源工
2022年-同煤大唐塔山煤矿有限公司煤泥烘干生产线清洁热源工 2022年-承德航天天启风光储氢一体化多能互补示范项目
2022年-承德航天天启风光储氢一体化多能互补示范项目 2022年-利用亚洲开发银行贷款农业综合开发长江绿色生态廊道
2022年-利用亚洲开发银行贷款农业综合开发长江绿色生态廊道 2022年-嵩县前河矿业有限责任公司葚沟矿区天井钻机工程
2022年-嵩县前河矿业有限责任公司葚沟矿区天井钻机工程 2022年-广东陆河抽水蓄能电站施工电源工程建设项目招标公告
2022年-广东陆河抽水蓄能电站施工电源工程建设项目招标公告 首钢股份公司迁安钢铁公司炼铁作业部烧结精3、返8通廊加固设计
首钢股份公司迁安钢铁公司炼铁作业部烧结精3、返8通廊加固设计 江苏省液化天然气储运调峰工程项目取排水工程施工招标公告
江苏省液化天然气储运调峰工程项目取排水工程施工招标公告 山西忻州神达万鑫安平煤业有限公司矿井兼并重组整合项目矿建工程
山西忻州神达万鑫安平煤业有限公司矿井兼并重组整合项目矿建工程 山西忻州神达原宁煤业有限公司90万吨/年矿井兼并重组整合项目
山西忻州神达原宁煤业有限公司90万吨/年矿井兼并重组整合项目 原创 正月菩提108颗 A+干磨顺白 海南星月菩提子批发
原创 正月菩提108颗 A+干磨顺白 海南星月菩提子批发 杰华仕皮鞋加工头层牛皮休闲鞋
杰华仕皮鞋加工头层牛皮休闲鞋 东莞市东鸿海绵制品厂 填充海绵介绍
东莞市东鸿海绵制品厂 填充海绵介绍 金属抛光机电话13606427000(微信同步)
金属抛光机电话13606427000(微信同步) 东莞盛宏织带专业宠物项圈、宠物牵引带、宠物胸背带供应商
东莞盛宏织带专业宠物项圈、宠物牵引带、宠物胸背带供应商 辽宁星月菩提价格
辽宁星月菩提价格 注册香港公司找创富
注册香港公司找创富 汇恒环保除尘40米雾炮机
汇恒环保除尘40米雾炮机 【小牛多少钱一头】
【小牛多少钱一头】 17TRANSIT
17TRANSIT 公司设备
公司设备 模具恒温机
模具恒温机 东莞食为先小吃培训学校
东莞食为先小吃培训学校 河北北方特种焊接材料有限公司
河北北方特种焊接材料有限公司 转马
转马 武汉惠康软门软帘有限公司
武汉惠康软门软帘有限公司 港口回收图像传感器, 收购5SGXMA9H2F35I1N
港口回收图像传感器, 收购5SGXMA9H2F35I1N 渭南市回收化工染料
渭南市回收化工染料 宣城回收废旧油漆18931021258
宣城回收废旧油漆18931021258 哪里回收环氧油漆化州价格
哪里回收环氧油漆化州价格 庆阳硝酸钯*回收
庆阳硝酸钯*回收 衡阳废钯碳回收
衡阳废钯碳回收 漳州金水回收
漳州金水回收 泊头T2紫铜棒-T2紫铜棒价格大口径紫铜棒厂家
泊头T2紫铜棒-T2紫铜棒价格大口径紫铜棒厂家 BPH0751N5AF2CA1
BPH0751N5AF2CA1 SS5Y3-45FD-11B-C6
SS5Y3-45FD-11B-C6 张鹤峰经纪人-15099956035
张鹤峰经纪人-15099956035 通河县德州驴养殖厂
通河县德州驴养殖厂 青海一机机床VMC750导轨护板
青海一机机床VMC750导轨护板 Anti-人MCP-3 PeproTech
Anti-人MCP-3 PeproTech 承德槽钢专业制造厂
承德槽钢专业制造厂 枣庄钢塑土工格栅哪里卖价格
枣庄钢塑土工格栅哪里卖价格


















