
挤出成型温度包括进料口温度、机筒加热温度、机头加热温度、口模加热温度。合理的挤出成型温度是使原料塑化和促使塑料熔体流动的必要条件,决定着挤出成型过程中原料塑化质量。通常挤出机的温度由机身的加料段到挤出段逐渐升高,原料从固态逐渐熔融,由玻璃态转变为黏流态。口模加热温度比机头加热温度略高。
挤出成型温度过低,塑化不好;温度过高,聚合物易降解。笔者设计了3种挤出成型温度控制体系,见表3。各种温度控制体系对产品质量的影响见表4。
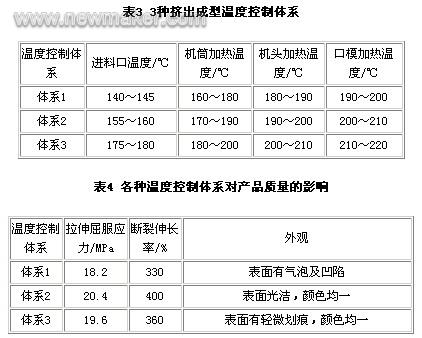
③冷却点设置
在挤出成型过程中,高温管坯的冷却定型应配合合适的冷却方式和适宜的冷却水温。冷却不及时,管坯就会在自身重力的作用下或牵引机夹紧压力作用下变形。定型和冷却往往是同时进行的。冷却过快,易在管材内部产生应力,并降低外观质量。当冷却水温为20℃时,冷却点设置对ф400mm外护管的外观质量影响见表5。对于ф400mm外护管,设置5个冷却点时,产品外观质量较好。对于其他规格的外护管,应根据其管径、壁厚和挤出速度合理设置冷却点。
表5冷却点设置对ф400mm外护管外观质量的影响

④牵引速度
牵引机对管材的挤出成型起到牵引拉伸作用,是塑料挤出的关键设备。主要由机架、滑座、牵弓臂、升降机构、传动机构等部分组成。
牵引速度直接影响产品壁厚、尺寸公差、性能及外观质量,应与挤出速度相匹配。在冷却水温不变时,牵引速度提高,管坯在定径套、冷却水槽中停留的时间缩短,经过冷却定型后的产品内部会残留较多热量,易在表面形成划痕。牵引速度降低,管材壁厚变大,易导致表面粗糙。
⑤电晕处理
电晕处理设备主要由电晕处理电源、电晕处理电极组成。电晕处理外电极可采用铝质或不锈钢质等不易腐蚀的金属板材。电晕处理内电极可采用不易腐蚀的导体,设计成各种可浮于内管壁并均匀分布的环体。电晕技术是利用高压特制电极,在电极之间产生高压局部放电即电晕放电,使中性的聚乙烯表面具有一定的极性。在高压电场中,空气被电离成正负带电微粒并加速撞击管材表面,进而改变聚乙烯表面性能。管材在高能粒子的撞击下,产生活性游离基,这些活性游离基以共价键的形式相互结合,从而形成分子之间的交联。管材的分子结构由线性分子结构变成三维网状结构,伴随气体放电,可将聚乙烯氧化,促使其表层形成极性。随着电晕电压的提高,聚乙烯外护管的表面张力不断降低,与保温层的粘接能力随之增强。
 2022年-中铁二十局集团有限公司雄商高铁站前七标项目经理部
2022年-中铁二十局集团有限公司雄商高铁站前七标项目经理部 2022年-陕西延长石油延安能源化工有限责任公司聚烯烃灌装
2022年-陕西延长石油延安能源化工有限责任公司聚烯烃灌装 2022年-麻家梁煤业有限责任公司工作面奥灰水地面区域治理
2022年-麻家梁煤业有限责任公司工作面奥灰水地面区域治理 2022年-亚洲基础设施投资银行贷款河南郑州等地特大暴
2022年-亚洲基础设施投资银行贷款河南郑州等地特大暴
 华润电力红安天明150MW风电项目220kV升压站PC工程
华润电力红安天明150MW风电项目220kV升压站PC工程 华润清远清新林泉扩建50MW风电项目主体施工工程招标公告
华润清远清新林泉扩建50MW风电项目主体施工工程招标公告 华润水泥合浦分布式光伏项目EPC工程总承包招标公告
华润水泥合浦分布式光伏项目EPC工程总承包招标公告 华润电力鲤鱼江电厂贮灰场环境治理及综合利用光伏项目110kV
华润电力鲤鱼江电厂贮灰场环境治理及综合利用光伏项目110kV 山西阳泉矿区泊里煤矿项目井底车场水仓、主排水泵房及主变电所掘
山西阳泉矿区泊里煤矿项目井底车场水仓、主排水泵房及主变电所掘 山西乡宁焦煤集团东沟煤业有限公司工业广场边坡项目治理工程总
山西乡宁焦煤集团东沟煤业有限公司工业广场边坡项目治理工程总 利用亚行贷款中国—东盟中小企业协同创新发展综合提升
利用亚行贷款中国—东盟中小企业协同创新发展综合提升 中铁二十局集团有限公司雄商高铁站前七标项目经理部粉煤灰
中铁二十局集团有限公司雄商高铁站前七标项目经理部粉煤灰 陕西延长石油延安能源化工有限责任公司聚烯烃灌装改造
陕西延长石油延安能源化工有限责任公司聚烯烃灌装改造 麻家梁煤业有限责任公司工作面奥灰水地面区域治理工程招标公告
麻家梁煤业有限责任公司工作面奥灰水地面区域治理工程招标公告 亚洲基础设施投资银行贷款河南郑州等地特大暴雨洪涝灾害灾后恢复
亚洲基础设施投资银行贷款河南郑州等地特大暴雨洪涝灾害灾后恢复 (2022年)鲁山豫能抽水蓄能有限公司河南鲁山抽水蓄能电站安
(2022年)鲁山豫能抽水蓄能有限公司河南鲁山抽水蓄能电站安 (2022年)海南新媒体绿都一期项目(西地块)电梯采购与安装
(2022年)海南新媒体绿都一期项目(西地块)电梯采购与安装 (2022年)同煤大唐塔山煤矿有限公司四盘区立井井筒装备安装
(2022年)同煤大唐塔山煤矿有限公司四盘区立井井筒装备安装 (2022年)亚洲开发银行贷款山西城乡水源保护和环境改善示范
(2022年)亚洲开发银行贷款山西城乡水源保护和环境改善示范 2022年-首钢股份公司迁安钢铁公司炼铁作业部烧结精
2022年-首钢股份公司迁安钢铁公司炼铁作业部烧结精 2022年-江苏省液化天然气储运调峰工程项目取排水工程施工
2022年-江苏省液化天然气储运调峰工程项目取排水工程施工 2022年-山西忻州神达万鑫安平煤业有限公司矿井兼并重组整合
2022年-山西忻州神达万鑫安平煤业有限公司矿井兼并重组整合 2022年-山西忻州神达原宁煤业有限公司90万吨/年矿井兼并
2022年-山西忻州神达原宁煤业有限公司90万吨/年矿井兼并 2022年-成庄矿选煤厂煤泥干燥系统改造工程招标公告
2022年-成庄矿选煤厂煤泥干燥系统改造工程招标公告 2022年-高青县春汇综合智能仓配物流园项目施工总承包
2022年-高青县春汇综合智能仓配物流园项目施工总承包 2022年-陕西中烟工业有限责任公司汉中卷烟厂卷包除尘
2022年-陕西中烟工业有限责任公司汉中卷烟厂卷包除尘 2022年-同煤大唐塔山煤矿有限公司煤泥烘干生产线清洁热源工
2022年-同煤大唐塔山煤矿有限公司煤泥烘干生产线清洁热源工 2022年-承德航天天启风光储氢一体化多能互补示范项目
2022年-承德航天天启风光储氢一体化多能互补示范项目 2022年-利用亚洲开发银行贷款农业综合开发长江绿色生态廊道
2022年-利用亚洲开发银行贷款农业综合开发长江绿色生态廊道 2022年-嵩县前河矿业有限责任公司葚沟矿区天井钻机工程
2022年-嵩县前河矿业有限责任公司葚沟矿区天井钻机工程 2022年-广东陆河抽水蓄能电站施工电源工程建设项目招标公告
2022年-广东陆河抽水蓄能电站施工电源工程建设项目招标公告 首钢股份公司迁安钢铁公司炼铁作业部烧结精3、返8通廊加固设计
首钢股份公司迁安钢铁公司炼铁作业部烧结精3、返8通廊加固设计 江苏省液化天然气储运调峰工程项目取排水工程施工招标公告
江苏省液化天然气储运调峰工程项目取排水工程施工招标公告 山西忻州神达万鑫安平煤业有限公司矿井兼并重组整合项目矿建工程
山西忻州神达万鑫安平煤业有限公司矿井兼并重组整合项目矿建工程 山西忻州神达原宁煤业有限公司90万吨/年矿井兼并重组整合项目
山西忻州神达原宁煤业有限公司90万吨/年矿井兼并重组整合项目 拆除切割公司视频-旧支撑梁切割方法18332262300
拆除切割公司视频-旧支撑梁切割方法18332262300 云南野生毛冬青专业批发
云南野生毛冬青专业批发 多片锯 圆木多片锯 方木多片锯 一体机 多片锯厂家
多片锯 圆木多片锯 方木多片锯 一体机 多片锯厂家 首选华众盛|物流专家|佛山到珠三角货运公司
首选华众盛|物流专家|佛山到珠三角货运公司 2013京交会 环境服务与技术展100天启动仪式
2013京交会 环境服务与技术展100天启动仪式 焰火晚会燃放
焰火晚会燃放 漆强化工总经理接受腾讯及广东门窗网采访
漆强化工总经理接受腾讯及广东门窗网采访 【VIP】北京到沈阳轿车托运公司至多少钱
【VIP】北京到沈阳轿车托运公司至多少钱 康普艾
康普艾 东莞市旭彩玩具制品有限公司
东莞市旭彩玩具制品有限公司 济宁市中煤工矿机械厂销售部
济宁市中煤工矿机械厂销售部 ELISA试剂盒
ELISA试剂盒 宜星会议设备
宜星会议设备 玻璃钢储罐系列
玻璃钢储罐系列 樱桃树苗
樱桃树苗 超市货架
超市货架 安庆废硅片回收多少钱一公斤"
安庆废硅片回收多少钱一公斤" 聂拉木县醇酸树脂专业回收行情
聂拉木县醇酸树脂专业回收行情 台州有专业收购微晶蜡的13832032749
台州有专业收购微晶蜡的13832032749 惠州回收箱式变压器回收公司
惠州回收箱式变压器回收公司 嘉定回收伺服马达请找曼哈顿
嘉定回收伺服马达请找曼哈顿 广州市番禺区南村废铝合金回收价格高
广州市番禺区南村废铝合金回收价格高 顺德区铜高价回收价格回收热线13580994351
顺德区铜高价回收价格回收热线13580994351 北京回收过期香精 回收过期香料 13932096212
北京回收过期香精 回收过期香料 13932096212 沈阳地下水除铁锰设备 商用除铁锰设备 工业除铁锰设备
沈阳地下水除铁锰设备 商用除铁锰设备 工业除铁锰设备 东台日本富士鼓风机定制价格youkt169选凯威科质优价廉!
东台日本富士鼓风机定制价格youkt169选凯威科质优价廉! 北京中关村回收电脑
北京中关村回收电脑 山东冷拔无缝钢管优质品牌代理
山东冷拔无缝钢管优质品牌代理 徐州能做豆类制品投标书中标率高
徐州能做豆类制品投标书中标率高 想直接变现阴沉木乌木
想直接变现阴沉木乌木 VW 50065 CR340LA-UC-O
VW 50065 CR340LA-UC-O 张家口自来水消毒设备配置型号
张家口自来水消毒设备配置型号


















