
вЛЁЂГхбЙЙЄвеЖдВФСЯЕФвЊЧѓЃК
1.ЪзЯШвЊТњзуГхбЙМўЕФЪЙгУвЊЧѓЃКЧПЖШЁЂИеЖШЁЂЕМЕчадЁЂЕМШШадЁЂживЊадЁЂФЭИЏЪДЕШЁЃ
2.ТњзуГхбЙЙЄвеЬѕМўгІОпгаСМКУЕФЫмадКЭБэУцжЪСПЁЂАхСЯЕФКёЖШЁЃ
ГхбЙГЃгУВФСЯЕФжжРрЃЌадФмКЭЙцИё
ДЫжїЬтЯрЙиЭМЦЌШчЯТЃК
ГхбЙАхСЯЕФзМБИЃК
вЛАуЧщПіЕФУЋеБЖМЪЧНЯДѓЕФАхСЯЕФДјСЯЃЌгЩМєАхЛњАДГхбЙЙЄвеКЭЙЄађЧщПіНјааМєЧаЁЂМєГЩЪЪКЯЕФаЮзДЁЂЦфжаМєЧаЕФБОвЊПМТЧЕФСЯЕФЯЫЮЌЗНЯђЁЃ
ГхбЙЕФВФСЯВФСЯЬиад
ГхВУЪБВФСЯЗжРыЙ§ГЬПЩЗжЮЊШ§ИіНзЖЮЃК
<1>ЕЏадБфаЮНзЖЮЃКГхЭЗИеНгДЅАхСЯЕФГѕЪМНзЖЮЃЌЗЂЩњЕЏадБфаЮЁЃ
<2>ЫмСЯБфаЮНзЖЮЃКГхЭЗЯТаабЙСІдіДѓЃЌЗЂЩњЫмБфжБЕНГіЯжЮЂСбЮЦЁЃ
<3>ЖЯСбЗжРыНзЖЮЃКГхЭЗМЬајЯТааЃЌбЙСІдіДѓЃЌЮЂСбЮЦРЉеЙЁЃжиКЯЁЂЖЯСбЁЂГхВУСІж№НЅЯТНЕЁЃ
ЕЏадБфаЮНзЖЮЃКГхВУСІж№НЅЩ§ИпЁЃ
ЫмадБфаЮНзЖЮЃКГхВУСІДяЕНЗхжЕЁЃ
ЦеЭЈГхВУМўЕФЖЯУцЬиеїЃК
<1>ЫњНЧДј гЩжїЕЅадБфаЮНзЖЮВњЩњГѕЪМЫњНЧЃЌДјЖЏБпЫмадБфаЮНзЖЮЁЃ
<2>ЙтССДј ВњЩњгкЫмадБфаЮНзЖЮЃЌЖЯУцНЯЙтНрЦНећЃЌЪЧжЪСП**ЕФвЛЖЮЁЃ
<3>ЖЯСбДј ЫКСбдьГЩЕФЃЌБэУцДжВкЖјЮоЙтдѓЃЌВЂДјгазЖЖШЁЃ
<4>УЋДЬЧј ВњЩњЮЂСбЪББуВњЩњУЋДЬЁЃ
ДЫжїЬтЯрЙиЭМЦЌШчЯТЃК
ЬиеїгыВФСЯЃЈАхСЯВФСЯЃЉЫмадЕФЙиЯЕЃК
ЖЯУцжЪСПЪмГхВУЬѕМўЕФВЛЭЌЖјВЛЭЌЃЌШчЃКШаПкМфЯЖЃЌШаПкаЮзДЃЌЗцРћГЬЖШЃЌГхВУСІЁЂШѓЛЌЬѕМўЃЌАхСЯжЪСПЃЈБэУцжЪСПЃЉЃЌАхСЯжжРрЃЈадФмЃЉЁЃ
ГхбЙЩњВњвЊЧѓГхВУМўгаНЯДѓЕФЙтССДјЃЌГпСПМѕЩйЖЯСбДјЧјгђЕФПэЖШЁЃ
ВФСЯЫмадгњКУЃЌЙтССДјгњДѓЃЌЖЯСбДјгњаЁЃЌЭЌЪБЃЌдВНЧУЋДЬврдіДѓЁЃ
ГхбЙЕФГЃгУВФСЯ
2009-05-22 РДдДЃКжаЙњУГвзЭјзЊдиЭјТчд№ШЮБрМЃКЮДЬю фЏРРЪ§ЃКЮДЯдЪО жаУГЩЬЭј-УГвзЩЬЮёзЪдДЭј
ДѓМвЯВЛЖПДЕФ
- ЦЗХЦ
- зЪбЖ
- еЙЛс
- ЪгЦЕ
- ЭМЦЌ
- ЙЉгІ
- ЧѓЙК
- ЩЬГЧ
 2022Фъ-жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВП
2022Фъ-жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВП 2022Фъ-ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзА
2022Фъ-ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзА 2022Фъ-ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэ
2022Фъ-ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэ 2022Фъ-бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉ
2022Фъ-бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉ
 ЛЊШѓЕчСІКьАВЬьУї150MWЗчЕчЯюФП220kVЩ§бЙеОPCЙЄГЬ
ЛЊШѓЕчСІКьАВЬьУї150MWЗчЕчЯюФП220kVЩ§бЙеОPCЙЄГЬ ЛЊШѓЧхдЖЧхаТСжШЊРЉНЈ50MWЗчЕчЯюФПжїЬхЪЉЙЄЙЄГЬеаБъЙЋИц
ЛЊШѓЧхдЖЧхаТСжШЊРЉНЈ50MWЗчЕчЯюФПжїЬхЪЉЙЄЙЄГЬеаБъЙЋИц ЛЊШѓЫЎФрКЯЦжЗжВМЪНЙтЗќЯюФПEPCЙЄГЬзмГаАќеаБъЙЋИц
ЛЊШѓЫЎФрКЯЦжЗжВМЪНЙтЗќЯюФПEPCЙЄГЬзмГаАќеаБъЙЋИц ЛЊШѓЕчСІР№гуНЕчГЇжќЛвГЁЛЗОГжЮРэМАзлКЯРћгУЙтЗќЯюФП110kV
ЛЊШѓЕчСІР№гуНЕчГЇжќЛвГЁЛЗОГжЮРэМАзлКЯРћгУЙтЗќЯюФП110kV ЩНЮїбєШЊПѓЧјВДРяУКПѓЯюФПОЎЕзГЕГЁЫЎВжЁЂжїХХЫЎБУЗПМАжїБфЕчЫљОђ
ЩНЮїбєШЊПѓЧјВДРяУКПѓЯюФПОЎЕзГЕГЁЫЎВжЁЂжїХХЫЎБУЗПМАжїБфЕчЫљОђ ЩНЮїЯчФўНЙУКМЏЭХЖЋЙЕУКвЕгаЯоЙЋЫОЙЄвЕЙуГЁБпЦТЯюФПжЮРэЙЄГЬзм
ЩНЮїЯчФўНЙУКМЏЭХЖЋЙЕУКвЕгаЯоЙЋЫОЙЄвЕЙуГЁБпЦТЯюФПжЮРэЙЄГЬзм РћгУбЧааДћПюжаЙњЁЊЖЋУЫжааЁЦѓвЕаЭЌДДаТЗЂеЙзлКЯЬсЩ§
РћгУбЧааДћПюжаЙњЁЊЖЋУЫжааЁЦѓвЕаЭЌДДаТЗЂеЙзлКЯЬсЩ§
 жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВПЗлУКЛв
жаЬњЖўЪЎОжМЏЭХгаЯоЙЋЫОалЩЬИпЬњеОЧАЦпБъЯюФПОРэВПЗлУКЛв ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзАИФдь
ЩТЮїбгГЄЪЏгЭбгАВФмдДЛЏЙЄгаЯод№ШЮЙЋЫООлЯЉЬўЙрзАИФдь ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэЙЄГЬеаБъЙЋИц
ТщМвСКУКвЕгаЯод№ШЮЙЋЫОЙЄзїУцАТЛвЫЎЕиУцЧјгђжЮРэЙЄГЬеаБъЙЋИц бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉгъКщРдджКІджКѓЛжИД
бЧжоЛљДЁЩшЪЉЭЖзЪвјааДћПюКгФЯжЃжнЕШЕиЬиДѓБЉгъКщРдджКІджКѓЛжИД ЃЈ2022ФъЃЉТГЩНдЅФмГщЫЎаюФмгаЯоЙЋЫОКгФЯТГЩНГщЫЎаюФмЕчеОАВ
ЃЈ2022ФъЃЉТГЩНдЅФмГщЫЎаюФмгаЯоЙЋЫОКгФЯТГЩНГщЫЎаюФмЕчеОАВ ЃЈ2022ФъЃЉКЃФЯаТУНЬхТЬЖМвЛЦкЯюФПЃЈЮїЕиПщЃЉЕчЬнВЩЙКгыАВзА
ЃЈ2022ФъЃЉКЃФЯаТУНЬхТЬЖМвЛЦкЯюФПЃЈЮїЕиПщЃЉЕчЬнВЩЙКгыАВзА ЃЈ2022ФъЃЉЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОЫФХЬЧјСЂОЎОЎЭВзАБИАВзА
ЃЈ2022ФъЃЉЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОЫФХЬЧјСЂОЎОЎЭВзАБИАВзА ЃЈ2022ФъЃЉбЧжоПЊЗЂвјааДћПюЩНЮїГЧЯчЫЎдДБЃЛЄКЭЛЗОГИФЩЦЪОЗЖ
ЃЈ2022ФъЃЉбЧжоПЊЗЂвјааДћПюЩНЮїГЧЯчЫЎдДБЃЛЄКЭЛЗОГИФЩЦЪОЗЖ 2022Фъ-ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ
2022Фъ-ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ 2022Фъ-НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄ
2022Фъ-НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄ 2022Фъ-ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯ
2022Фъ-ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯ 2022Фъ-ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂ
2022Фъ-ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂ 2022Фъ-ГЩзЏПѓбЁУКГЇУКФрИЩдяЯЕЭГИФдьЙЄГЬеаБъЙЋИц
2022Фъ-ГЩзЏПѓбЁУКГЇУКФрИЩдяЯЕЭГИФдьЙЄГЬеаБъЙЋИц 2022Фъ-ИпЧрЯиДКЛузлКЯжЧФмВжХфЮяСїдАЯюФПЪЉЙЄзмГаАќ
2022Фъ-ИпЧрЯиДКЛузлКЯжЧФмВжХфЮяСїдАЯюФПЪЉЙЄзмГаАќ 2022Фъ-ЩТЮїжабЬЙЄвЕгаЯод№ШЮЙЋЫОККжаОэбЬГЇОэАќГ§ГО
2022Фъ-ЩТЮїжабЬЙЄвЕгаЯод№ШЮЙЋЫОККжаОэбЬГЇОэАќГ§ГО 2022Фъ-ЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОУКФрКцИЩЩњВњЯпЧхНрШШдДЙЄ
2022Фъ-ЭЌУКДѓЬЦЫўЩНУКПѓгаЯоЙЋЫОУКФрКцИЩЩњВњЯпЧхНрШШдДЙЄ 2022Фъ-ГаЕТКНЬьЬьЦєЗчЙтДЂЧтвЛЬхЛЏЖрФмЛЅВЙЪОЗЖЯюФП
2022Фъ-ГаЕТКНЬьЬьЦєЗчЙтДЂЧтвЛЬхЛЏЖрФмЛЅВЙЪОЗЖЯюФП 2022Фъ-РћгУбЧжоПЊЗЂвјааДћПюХЉвЕзлКЯПЊЗЂГЄНТЬЩЋЩњЬЌРШЕР
2022Фъ-РћгУбЧжоПЊЗЂвјааДћПюХЉвЕзлКЯПЊЗЂГЄНТЬЩЋЩњЬЌРШЕР 2022Фъ-сдЯиЧАКгПѓвЕгаЯод№ШЮЙЋЫОниЙЕПѓЧјЬьОЎзъЛњЙЄГЬ
2022Фъ-сдЯиЧАКгПѓвЕгаЯод№ШЮЙЋЫОниЙЕПѓЧјЬьОЎзъЛњЙЄГЬ 2022Фъ-ЙуЖЋТНКгГщЫЎаюФмЕчеОЪЉЙЄЕчдДЙЄГЬНЈЩшЯюФПеаБъЙЋИц
2022Фъ-ЙуЖЋТНКгГщЫЎаюФмЕчеОЪЉЙЄЕчдДЙЄГЬНЈЩшЯюФПеаБъЙЋИц ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ3ЁЂЗЕ8ЭЈРШМгЙЬЩшМЦ
ЪзИжЙЩЗнЙЋЫОЧЈАВИжЬњЙЋЫОСЖЬњзївЕВПЩеНсОЋ3ЁЂЗЕ8ЭЈРШМгЙЬЩшМЦ НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄеаБъЙЋИц
НЫеЪЁвКЛЏЬьШЛЦјДЂдЫЕїЗхЙЄГЬЯюФПШЁХХЫЎЙЄГЬЪЉЙЄеаБъЙЋИц ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯЯюФППѓНЈЙЄГЬ
ЩНЮїаУжнЩёДяЭђіЮАВЦНУКвЕгаЯоЙЋЫОПѓОЎМцВЂжизщећКЯЯюФППѓНЈЙЄГЬ ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂжизщећКЯЯюФП
ЩНЮїаУжнЩёДядФўУКвЕгаЯоЙЋЫО90ЭђЖж/ФъПѓОЎМцВЂжизщећКЯЯюФП ЁОзЊдиЁПБфбЙЦїЫЋВлздЖЏАќНКЛњдЫзїЪгЦЕ
ЁОзЊдиЁПБфбЙЦїЫЋВлздЖЏАќНКЛњдЫзїЪгЦЕ змСзШЅГ§ЗНЗЈ
змСзШЅГ§ЗНЗЈ ШЋздЖЏЧњУцЫПгЁЛњЃЌдВУцЫПгЁЛњ
ШЋздЖЏЧњУцЫПгЁЛњЃЌдВУцЫПгЁЛњ ЁОVIPЁПББОЉЕНФЕЕЄННЮГЕЭадЫЙЋЫОжСЖрЩйЧЎ
ЁОVIPЁПББОЉЕНФЕЕЄННЮГЕЭадЫЙЋЫОжСЖрЩйЧЎ ECMT-100КЃУрЗЂХнЛњШЋздЖЏЫЎЦНСЌајЗЂХнЯп
ECMT-100КЃУрЗЂХнЛњШЋздЖЏЫЎЦНСЌајЗЂХнЯп зЈМвЭЦМі|З№ЩНЕНЪЏМвзЏЮяСїЙЋЫО|ЪЏМвзЏДѓМўЮяСї
зЈМвЭЦМі|З№ЩНЕНЪЏМвзЏЮяСїЙЋЫО|ЪЏМвзЏДѓМўЮяСї еЁВнЛњ ЧаВнЛњ гёУзИЫеЁВнЛњ аЁаЭЧржќеЁВнЛњ ЕОВнеЁВнЛњ
еЁВнЛњ ЧаВнЛњ гёУзИЫеЁВнЛњ аЁаЭЧржќеЁВнЛњ ЕОВнеЁВнЛњ ЫзГЦИюБпДЌЕФаЁаЭГщЩГЛњЪгЦЕ
ЫзГЦИюБпДЌЕФаЁаЭГщЩГЛњЪгЦЕ ЫежнЫЙХЕЗўЪЮгаЯоЙЋЫО
ЫежнЫЙХЕЗўЪЮгаЯоЙЋЫО аТЦЌ
аТЦЌ ЩЯКЃКЃРжЕчЖЏУХжЦдьгаЯоЙЋЫО
ЩЯКЃКЃРжЕчЖЏУХжЦдьгаЯоЙЋЫО гУаФЛнзгЯДЕгЛњаЕжЦдьЬЉжнгаЯоЙЋЫО
гУаФЛнзгЯДЕгЛњаЕжЦдьЬЉжнгаЯоЙЋЫО АВФў/аћЭў/ИіОЩФФРягаТєЕАеЙЪОЙёГЇМвМлИёЃЌЖрЩйЧЎвЛЬЈЃП
АВФў/аћЭў/ИіОЩФФРягаТєЕАеЙЪОЙёГЇМвМлИёЃЌЖрЩйЧЎвЛЬЈЃП ЙрНЌСЯ
ЙрНЌСЯ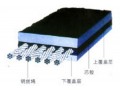 ЙЋЫОВњЦЗ
ЙЋЫОВњЦЗ HL-D02102
HL-D02102.jpg) ЁЁЁАЫоЫЩЯиЖўЪжБфбЙЦїЛиЪеЫоЫЩЯиЕчРТЯпЛиЪеЙЋЫОБЈМлЕЅ%ЁЊЁЊ
ЁЁЁАЫоЫЩЯиЖўЪжБфбЙЦїЛиЪеЫоЫЩЯиЕчРТЯпЛиЪеЙЋЫОБЈМлЕЅ%ЁЊЁЊ ЁЖДѓЭЌВЌЬМДпЛЏМСЛиЪеЁЗ
ЁЖДѓЭЌВЌЬМДпЛЏМСЛиЪеЁЗ АВЧьШЋаТЕчРТЛиЪеЭЈбЖЕчРТЪеЙК-НёШеМлИё
АВЧьШЋаТЕчРТЛиЪеЭЈбЖЕчРТЪеЙК-НёШеМлИё ЧѓЙКХЏЭЈЩшБИВЩХЏЙјТЏ
ЧѓЙКХЏЭЈЩшБИВЩХЏЙјТЏ ГЃЕТЛиЪеДЌВАєИзАгЭЦс13653302347
ГЃЕТЛиЪеДЌВАєИзАгЭЦс13653302347 ЮМФЯKTVвєЯьЛиЪеБЈМл13165711119
ЮМФЯKTVвєЯьЛиЪеБЈМл13165711119 ЕЄбєГхДВЛиЪеЃЈЕЄбєЃЉГхДВЛиЪеЪзбЁ13603266153
ЕЄбєГхДВЛиЪеЃЈЕЄбєЃЉГхДВЛиЪеЪзбЁ13603266153 ИпМлЛиЪеЯѕЛљгЭЦсФЯОЉМлИё
ИпМлЛиЪеЯѕЛљгЭЦсФЯОЉМлИё аэВ§вЄТЏЭбСђЫўаэВ§зЉГЇЭСвЄЗЯЦјЭбСђЫў
аэВ§вЄТЏЭбСђЫўаэВ§зЉГЇЭСвЄЗЯЦјЭбСђЫў дНауЧјЗЯОЩИпбЙЕчРТЛиЪеГЇМв
дНауЧјЗЯОЩИпбЙЕчРТЛиЪеГЇМв АзвјЪаLSВњЕчЧјгђДњРэ
АзвјЪаLSВњЕчЧјгђДњРэ ЙѓбєЗТЙХьјвтУёЫоМвОпЖЈзі ЙѓбєОЦЕъМвОпьјвтаТжаЪНМвОп
ЙѓбєЗТЙХьјвтУёЫоМвОпЖЈзі ЙѓбєОЦЕъМвОпьјвтаТжаЪНМвОп ИїжжРёЦЗСПЩэЖЈжЦЃЌЬсЙЉзЈвЕРёЦЗЗНАИ
ИїжжРёЦЗСПЩэЖЈжЦЃЌЬсЙЉзЈвЕРёЦЗЗНАИ ЬЉжнШеБЈЙуИцЕчЛА
ЬЉжнШеБЈЙуИцЕчЛА ФЯЭЈЖЦаПОэМлИёевіЮЖІyoukt89
ФЯЭЈЖЦаПОэМлИёевіЮЖІyoukt89 2020ФъЙужнМвОпеЙЪЎФъЧАЪБМфШеЦк
2020ФъЙужнМвОпеЙЪЎФъЧАЪБМфШеЦкАцШЈгыУтд№ЩљУїЃК
ЗВзЂУїИхМўРДдДЕФФкШнОљЮЊзЊдиИхЛђгЩЦѓвЕгУЛЇзЂВсЗЂВМЃЌБОЭјзЊдиГігкДЋЕнИќЖраХЯЂЕФФПЕФЃЛШчзЊдиИхЩцМААцШЈЮЪЬтЃЌЧызїепСЊЯЕЮвУЧЃЌЭЌЪБЖдгкгУЛЇЦРТлЕШаХЯЂЃЌБОЭјВЂВЛвтЮЖзХдоЭЌЦфЙлЕуЛђжЄЪЕЦфФкШнЕФецЪЕадЃЛ
БОЮФЕижЗЃКhttp://news.ceoie.com/show-12477.html
зЊдиБОеОдДДЮФеТЧызЂУїРДдДЃКжаУГЩЬЭј-УГвзЩЬЮёзЪдДЭј
ЭЦМіаТЮХ
ИќЖраавЕзЈЬт
ИќЖраавЕзЈЬт






аавЕШШЕу
ИќЖр- ЁЄ8дТ9ШеЩђбєИжВФЪаГЁМлИёааЧщ
- ЁЄЙњФкЫмСЯЪаГЁбЉЩЯМгЫЊ
- ЁЄФОУХЪаГЁЁАКЎЗчЁБСнй§ ЬНбАгЩДѓзЊЧПжЎТЗ
- ЁЄжаЙњг№ШоЗўаавЕДІдкЕїећЩ§МЖЙиМќНкЕу
- ЁЄ8дТ27ШеЬЦЩНТШМюPVCЖЏЬЌ
- ЁЄ7дТ19ШеРЅУїН№ЪєгаЩЋЪаГЁааЧщ
- ЁЄГЃжнзіЧНвТЕФЗбгУКЭЗНЗЈ
- ЁЄЫФДЈЙрзАЛњ,ПкКьЙрзАЛњЃЌГЩЖМЫЋЭЗИрЬхЙрзАЛњ
- ЁЄЯТвЛДњжавНдкФФРя
- ЁЄПДЭПСЯаавЕЭјТчгЊЯњ ЦЗХЦМлжЕЕУЕНЭЙЯд
ШШУХЦЕЕР
ВњЦЗаХЯЂ

m12СЌНгЦї4аОВхЭЗPURЯпРТ

DаЭАйезвдЬЋЭјM12СЌНгЦїRJ45ЯпРТ

M12АхЧАPG9ВхзљзЊRJ45ГЌЮхРрЭјЯп

M12СЌНгЦїДЋИаЦїЯпРТ6P8P

M12СЌНгЦїАхКѓM16*1.5ЗЈРМВхзљ

M12СЌНгЦїA codingЗЈРМВхзљ

МгвЛУХвЕХЗЪНОэСБУХЩЬЦЬЫЋВуТСКЯН№ЕчЖЏОэеЂУХБ№ЪћОэСБГЕПтУХЖЈжЦ

canbusСЌНгЦїM12

ТЅЬхШЋВЪеаХЦЯпЬѕЕЦЛЇЭтЯДЧНЕЦУїПЩХЕОЦЕъССЛЏdmx512ТжРЊЕЦ

НјПквСРЪПЊаФЙћЧхЙиБЈЙиДњРэ
- РШЗЛгёЫЋвЧЦїЩшБИгаЯоЙЋЫО
- ЩЯКЃКНХЗЛњЕчЩшБИгаЯоЙЋЫО
- АВЛеКъЬ№АќзАжЦЦЗгаЯоЙЋЫО
- ФўВЈжаОлаТВФСЯгаЯоЙЋЫО
- КгФЯАлвЫЫЎДІРэВФСЯгаЯоЙЋЫО
- ЮЌДДгђУГвзЃЈЩюлкЃЉгаЯоЙЋЫОЫежнЗжЙЋЫО-ЯњЪл
- жиЧьФЮПТЫЙЙњМЪУГвзгаЯоЙЋЫО
- ЬьГЄЪаСњдДБУЗЇгаЯоЙЋЫО
- КгББезЗхЛЗБЃЩшБИгаЯоЙЋЫО
- З№ЩНЪаЯпЬѕУРЫмСЯаЭВФгаЯоЙЋЫО
- КеПЫЭаЃЈЩЯКЃЃЉКИВФгаЯоЙЋЫО
- ЬЉАВЪазПЬЉМЄЙтЛњаЕЩшБИгаЯоЙЋЫО
- ЩНЖЋіЮдѓЛЗБЃЩшБИгаЯоЙЋЫО
- ЩюлкЪаЛЊвЋЕчзгВФСЯгаЯоЙЋЫО
- ЩНЖЋдЊФЩЛЗОГЙЄГЬгаЯоЙЋЫО
- ГЄЩГЕТЪЫНмЛЗБЃЩшБИгаЯоЙЋЫО
- аТЯчЪаУїжщЙ§ТЫЩшБИгаЯоЙЋЫО
- КўФЯФсАиЖћЗЇУХМЏЭХгаЯоЙЋЫО
- КМжнЪЏЙІНГНЈжўВФСЯгаЯоЙЋЫО
- ЛнжнЪаМгдЯаТВФСЯгаЯоЙЋЫО


